-

山东重诺工业装备有限公司
主营:硫化罐,杀菌锅 - 13964702520

山东重诺工业装备有限公司
主营:硫化罐,杀菌锅 7
7
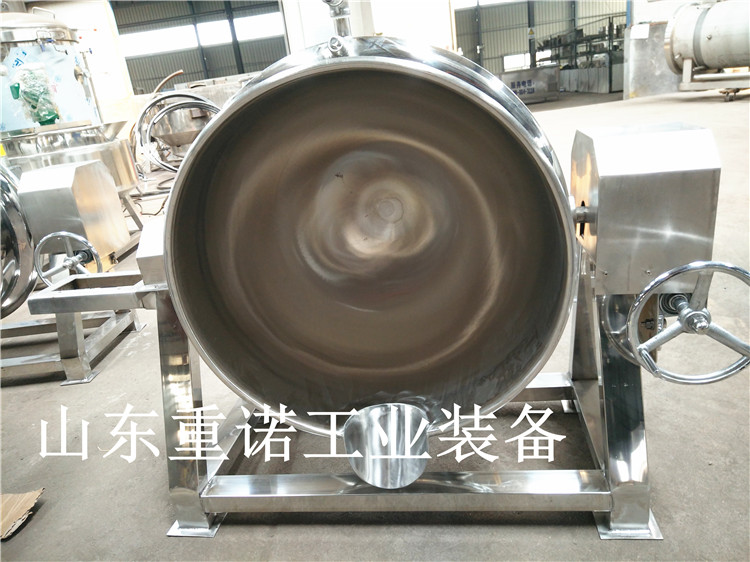
该系列产品采用一次冲压成型的半球形不锈钢锅体,本产品以液化气(天然气)为热源,具有受热面积大,热效率高,物料升温快,加热均匀及加热温度易于控制等优点。本产品凡接触食品部分皆为0Cr18Ni9不锈钢制造并进行抛光处理,符合《*人民共和国食品卫生法》的要求,具有造型美观、设计合理、结构紧凑、安装方便、操作简单、便于维修。 保养维护: 1.设备润滑,主要是左右两侧座轴承润滑、转动盘中大小伞齿轮润滑,必须按标示保持每周加一次润滑脂。 2.出料手轮处涡轮蜗杆每月定期加入润滑脂。 3.轴承处应经常检查,温升不得**过35摄氏度。 4.橡胶油封每半年需更换一次,以保证密封性能。 5.搅拌电机使用前应注入N320—N460(环境温度在25—65摄氏度) 润滑油至油标中心点之上,并取掉通气器上之小锥塞。**使用100小时后,洗净内部换上新油,以后每2500小时换油一次。使用过程中油温较高允许达到 95摄氏度,在此温度界限下,只要油温不在上升,可以放心使用。 蒸煮锅操作 采用立锅碱法蒸煮的操作过程是: (1)装锅送液 通常采用装锅器装锅,以提高装锅量,蒸汽装锅还能除去木片中的空气,有利于药液渗透。 送液时要求时间短,送液量要准确,一般立锅的送液量为锅溶的45~60%,采用碱回收的白液和黑液混合成蒸煮液时,一般先送白液、后送黑液。 (2)升温和保温 升温操作主要是通人蒸汽使蒸煮器内的料片与药液的温度提高到蒸煮所须温度。随着温度的提高,加快了药液的渗透,加速了化学反应的进行。 升温时间一般在1~2 小时。 在升温过程中,通常在升到125~130时要进行小放气。其目的在于排除蒸煮器内的空气以及松节油等挥发性物质。排除锅内的假压,并能减少对纤维素的氧化。 小放气操作过程是当锅内压力升到0.2~0.3 MPa时,即停止通气,并开启放气阀进行放气。当锅内压力降到0.05 MPa时,再关闭放气阀,继续通气升温,直到达到较高压力。 保温是指在较高温度下保持一定时间,以保证脱木素,原料离解成浆。 保温时间视生产条件和浆种而定。生产本色浆为0.5小时,漂白浆须1.5~2.0小时,特种浆有的达6小时。 (3) 放汽和放锅 蒸煮终点化验合格后,采用常压放锅或高压喷放。 【公司承诺】 经营方针:诚信为本、信誉**、以产品质量求生存 服务宗旨:交货及时、价格合理、用真诚服务谋发展